 Nous contacter par téléphone au :
Nous contacter par téléphone au :
+33 (0)3 87 03 21 65
Traitement
L’entreprise KUCHLY est en mesure d’effectuer plusieurs parachèvements que ce soit sur les pièces ou sur les outils de production. Nous sommes en mesure d’effectuer des opérations de trempe sous milieu contrôlé. Nous sommes également équipés de machine de tribo finition permettant de supprimer tous risques d’arrêtes tranchantes liés à la découpe de pièces par poinçonnages. Nous sommes également en mesure de proposer des revêtements qui protègent contre la corrosion tel que le Zingage, la galvanisation à Chaud ou qui améliore la soudabilité ou la conductivité tel que l’étain pur, l’argenture ou la dorure.




Faites-vous rappeler
Nous vous rappelons directement et gratuitement pour toutes vos demandes d’informations.
Me rappeler
La tribo finition
Le parachèvement en tribo finition consiste à percuter la surface extérieure des pièces métalliques avec des pierres plus ou moins abrasives de formes diverses durant un temps donné selon l’objectif souhaité. Les deux intérêts principaux sont soit la modification de la surface du métal en diminuant la Rugosité arithmétique (Ra) soit d'éroder les arrêtes de coupe en infligeant des chocs répétés des pierres abrasives. Une troisième fonction sous-jacente permet, en plus durant cette opération de tribo finition, de laver les pièces car un léger apport d’eau et de lessives sont nécessaires à la réalisation de ces opérations. A la suite de cette opération de tribo finition, nous effectuons une opération de séchage des pièces.
Traitement de surface électrolytique anti corrosion ou pour la conduction
Différents métaux peuvent nécessiter un revêtement permettant de les protéger contre l’oxydation, la corrosion ou permettant d’accroitre la soudabilité ou la conductivité. L’électro zingage est un procédé au cours duquel du zinc est déposé par électrolyse. La pièce à protéger étant ici la cathode et la source de zinc joue le rôle d’anode. Le zinc est sous forme oxydé et transformé en ions dissous dans une solution électrolytique. Ces ions zinc sont ensuite réduits en zinc métallique à la cathode et se déposent ainsi réalisant une couche superficielle de zinc. L’oxydo-réduction obtenu est la suivante : Anode : oxydation du zinc : Zn -> Zn 2+ + 2e Cathode : réduction du zinc : Zn2+ + 2e- -> Zn
L’épaisseur de Zinc déposé peut être adapté à l’application en contrôlant à la fois le courant imposé au système électrolytique et le temps d’exposition et peut varier entre quelques microns à moins de 50 μm. Il n’y a pas de diffusion entre les couches de zinc et d’acier. L’électro zingage atteint ses limites lorsque l'on parle d’une pièce creuse car le dépôt de zinc ne sera qu’à l’extérieure de la pièce et nullement observé à l’intérieure d’un tube par exemple. Dans ces cas, il faudra préférer la galvanisation à chaud. D’autres revêtements sont possibles avec le même procédé de dépôt électrolytique tel que l’étamage, l’argenture ou la dorure.
Traitement de surface par galvanisation à chaud
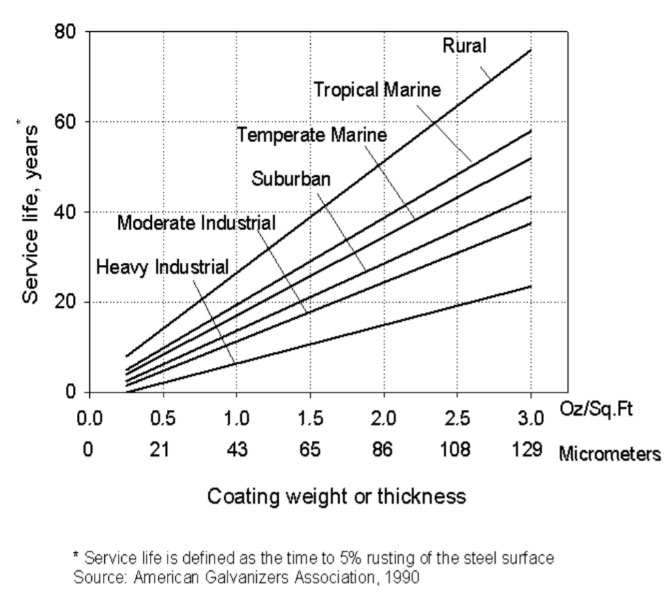
La galvanisation à chaud est une méthode qui conjugue les deux types de protection, physique par enrobage de la pièce, et chimique par l’apport de Zinc qui constituera un métal sacrificiel. La galvanisation à chaud est un procédé qui consiste à revêtir des pièces métalliques par immersion dans un bain de zinc en fusion. Les pièces traitées peuvent être en acier, en fonte grise ou ductile. Le revêtement obtenu protège la pièce en créant une barrière physique entre le milieu extérieur et le substrat, mais aussi par protection cathodique (consommation du revêtement zinc à la place du substrat). Lorsque l'acier est plongé dans un bain de zinc fondu (à une température > 419°C), on observe après refroidissement, à la surface de l'acier, une série de couches d'alliages (composés intermétalliques) à teneur décroissante en fer lorsqu'on s'éloigne de l'acier de base. Ces composés intermétalliques confèrent au revêtement une parfaite adhérence et une résistance exceptionnelle aux chocs et à l’abrasion. En général, la formation des couches d'alliages est rapide (quelques minutes) et l'épaisseur du revêtement (50 à 70 microns) n'augmente plus, même si le temps d'immersion se prolonge, sauf dans le cas particulier des aciers dits réactifs. L’avantage de la galvanisation à chaud est la protection également de toutes les porosités des pièces à traiter contrairement aux procédés par projection.

Traitement de surface par Thermo laquage
La protection par thermo laquage consiste a déposer sur les pièces, une poudre époxy ou polyester au pistolet électrostatique afin de recouvrir l’ensemble de la pièce. Une opération de polymérisation succède forcément à ce dépôt temporaire de poudre afin de le rendre définitif. Pour cela, les pièces sont placées dans un four de cuisson à 200 °C afin d’obtenir une polymérisation de la poudre. Ces dépôts permettent d’apporter à la fois un coloris et un aspect final, mat, satiné ou brillant de la pièce tout en la protégeant contre l’oxydation et donc la rouille et contre les chocs.
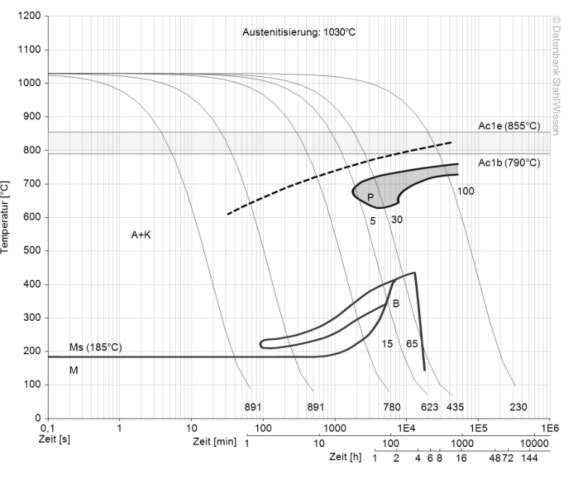
Traitement Thermique des métaux à fort teneur en carbone
Sur les traitements thermiques, nous sommes en mesure de réaliser en interne la trempe des aciers du Type Z160 (X153CrMoV12) sous milieu contrôlé. Ainsi que les revenus nécessaires à la mise en œuvre des matrices de découpe, pliage et emboutissage pour atteindre des duretés de 58 à 60 HRC. Le fait que la trempe et les revenus des métaux soient intégrés dans l’entreprise KUCHLY nous confère une très grande réactivité en cas de nécessité de refabrication d'une pièce d’un outillage. Nous sommes également spécialisés dans les aciers dit de technologie des poudres type Vanadis 8, T.S.P.3 W ou équivalent qui sont un assemblage de plusieurs matières sous forme de poudre typiquement de 2,3% de Carbone (C) 0,4% de Silicium (Si) 0,4%, Manganèse (Mn) 4,8%, Chrome (Cr), 3,6% Molybdène (Mo) et 8% Vanadium (V) pour obtenir une dureté après traitement de 64 HRC. Ce type d’assemblage associé à une trempe sous vide et plusieurs revenus, nous permet d’obtenir de fortes résistances à l’usure nécessaires dans la découpe des aciers Inoxydables ou des outillages effectuant des grandes séries. Nous travaillons également des aciers XC78 LC Trempant recuit ou équivalent pour produire des pièces en série type ressorts, clips ou autres sur lesquelles nous effectuerons des opérations de trempe à l’huile suivi d’un traitement de surface type zingage ou autre.
Des techniques complémentaires peuvent être mise en œuvre successivement dans différents outils ou simultanément dans des outils à suivre de type parisien ou outil suisse tel que :
Découpage
Le découpage consiste à détacher par cisaillement un contour à la tôle.
Taraudage et filetage de tôle
L’entreprise d’emboutissage KUCHLY vous propose tout son savoir-faire en solutions de taraudage intégré en outils à suivre ou combinés. Nos machines de taraudage nous permettent des réalisations sous presse et en tôles fines.
Le Soyage
Le soyage consiste à effectuer, à partir d’un trou, un relevage de collet avec ou sans écrouissage.
Estampage
L’estampage consiste à marquer ou imprimer en relief une image, un logo ou une référence de pièce par une déformation plastique de la tôle de la matière.