 Nous contacter par téléphone au :
Nous contacter par téléphone au :
+33 (0)3 87 03 21 65
Outil à suivre d’un clip ressort nervuré diamètre 32 mm
Afin de répondre à un besoin grandissant et à la volonté de rapatrier des productions en France pour diminuer l’emprunte carbone et augmenter la souplesse d’approvisionnement de nos clients, l’entreprise KUCHLY Jean a souhaité répondre à un besoin en concevant un outil à suivre permettant de produire un clip de diamètre 30 mm.
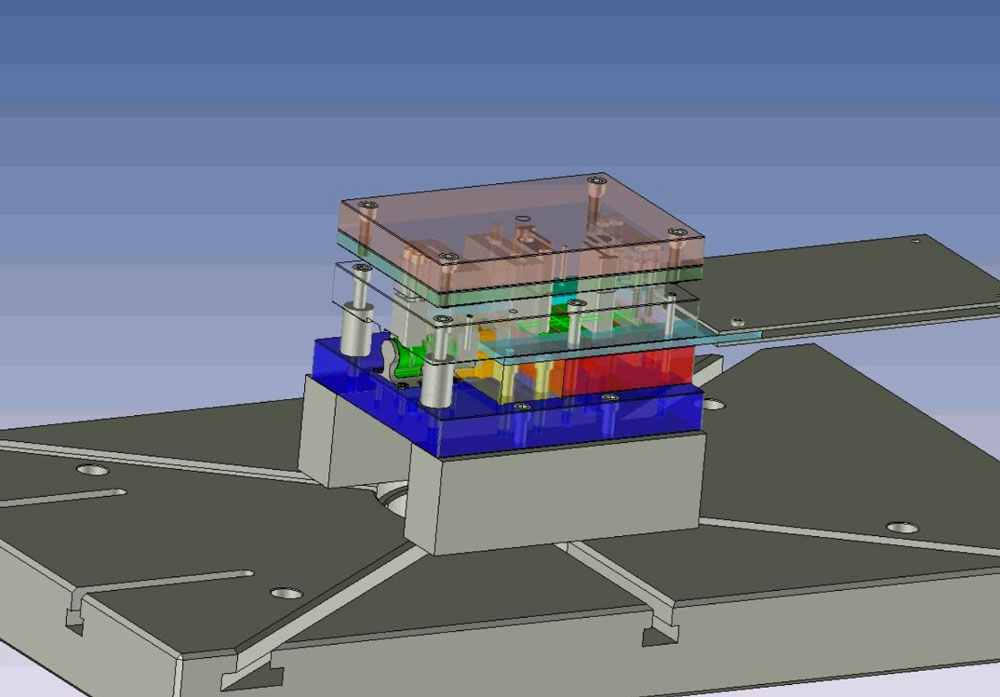
La conception d’outil à suivre
L’ensemble de l’outil est conçu en 3D dans notre bureau d’étude en Lorraine. Dans nos outillages d'emboutissages , nous intégrant l’ensemble des éléments nécessaires à la fabrication assistée par ordinateur FA0 en intégrant les jeux de coupes, les dépouilles, les presses flancs et les systèmes de relevage et de guidage de bande. Chaque élément est dessiné et conçu de telle sorte que leur réalisation soit possible en FAO aussi bien en fraisage qu’en Electroérosion. Le tout directement par transfert de programmes ISO sur les machines. En effet, ces clips étaient, depuis plusieurs années, produits à l’autre bout du monde avec tous les avantages et surtout les inconvénients que cela engendre.
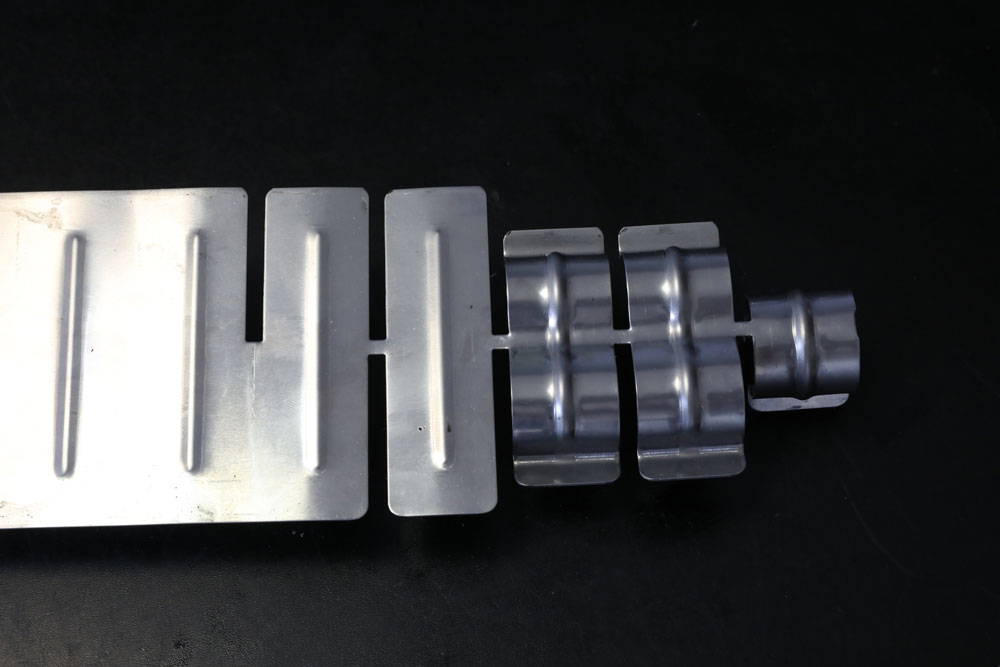
Les essais d’outillage d’emboutissage
L’ensemble de l’outil est testé en interne sur l’une de nos lignes automatiques. Ci-dessous une photo présentant une bande refendue testée avec les différents pas d’avancement qui se succèdent. Après des opérations d’emboutissage d’une nervure, nous réalisons des opérations de découpe puis nous effectuons des déformations pour mettre en forme la tôle pliée. Une fois la forme obtenue, nous détachons la pièce pour qu’elle tombe dans un carton à la sortie de la presse.

Le parachèvement du clip de diamètre 30 mm
Une fois la réalisation effectuée des actions mécaniques de découpe ou de déformation dépassant la limite élastique du métal en question, il nous reste, pour cette pièce, a lui donner ses caractéristiques de mémoire de forme. Pour cela nous utilisons la chimie des métaux avec la trempe pour changer la structure moléculaire de l’acier pour faire ressortir le carbone. Une fois le clip trempé, il est devenu très dur, il faut encore effectuer des opérations de revenu pour le rendre moins cassant. A présent il est fonctionnel, malgré des montages et des démontages successifs, il reprendra sa forme initiale. Pour finir, le parachèvement final de zingage qui, avec un apport de Zinc en surface de quelque Micron, va protéger l’acier contre la rouille.
Nos clips ressorts