 Nous contacter par téléphone au :
Nous contacter par téléphone au :
+33 (0)3 87 03 21 65
Collier embouti diamètre 45
Afin de répondre a un besoin d’un client en pièces emboutie en terme de souplesse et de volonté de diminuer sont impact carbone sur le transport, nous avons développé un nouvel outil d’emboutissage de collier de charpente métallique.
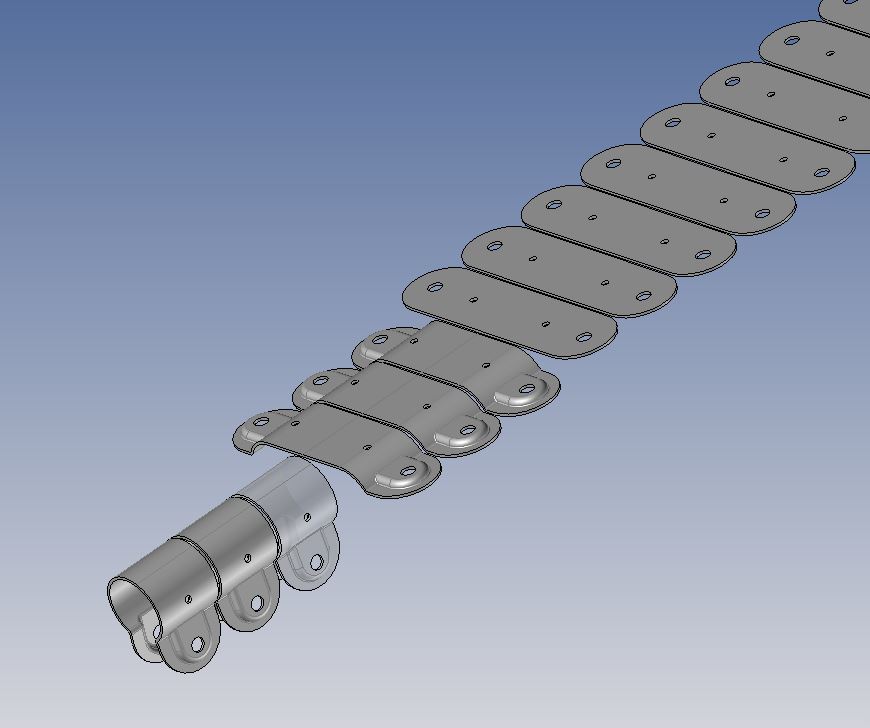
Réalisation du collier embouti en 3D
Nous commençons d'abord par la modélisation en 3D de la pièce emboutie et pliée finie, à partir du plan client et/ou des modèles 3D importés. Cette première étape nous permet de visualiser facilement les différentes étapes de découpe ou d'emboutissage de la pièce. C'est à ce moment là que l'on peut être amené à modifier certaines formes ou étapes intermédiaires pour que celles-ci soient réalisables. Une fois la forme est les dimensions fixées, on peut créer les pièces qui représentent les étapes précédentes, puis on effectue leur "mise en bande", ce qui permet ensuite de représenter la bande avec les étapes d'emboutissage et de découpe dans un second temps.
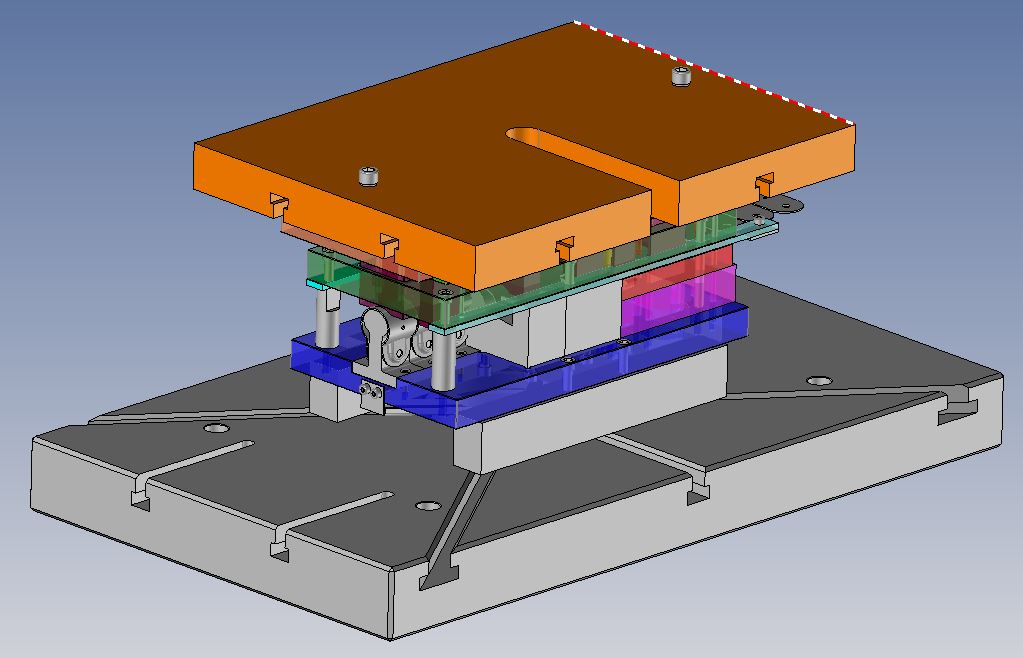
Conception de l'outil à suivre pour réaliser le collier embouti
Après avoir mis les pièces embouties en bande et défini le pas, il nous faut ensuite dimensionner l'outil global. Cela étant fait, le plus gros du travail reste à venir. Le positionnement des poinçons et des formes de découpe et d'emboutissage le long de l'outil à suivre est extrêmement important. Il doit être réfléchi pour optimiser la taille, son fonctionnement et la résistance de l'outil. Les formes des pièces internes et des différentes plaques doivent bien évidemment être réalisables en FAO. LE fait d'avoir notre propre service outillage Intégré a l'entreprise, nous permet de facilité les échanges et la réactivité dans le choix des solutions a mettre en œuvre et d'optimiser le design de l'outil d'emboutissage.

Réalisation de l'outil à suivre pour l'emboutissage des colliers
Nous partons de barres étiré en aciers brut que nous débitons a la bonne longueur. Elles sont ensuite rectifiées pour obtenir la cote de hauteur voulue, la planéité et le parallélisme nécessaire à la réalisation de l'outillage. Les formes intérieures et le cubage extérieur des différente plaques ainsi que des éléments de découpe et d'emboutissage sont réalisés par fraisage et électroérosion en fabrication assistés par ordinateur. Les opérations de trempe et de revenu successives, sous milieu contrôlé, sont également réalisées en interne. L'assemblage de l'outil complet est précis et nécessite parfois la rectification ou le calage de certaines formes, c'est ce que l'on appelle l'ajustage ou la mise au point de l'outil.
Contrôle des pièces embouties
Les premières pièces embouties sorties de l'outil sont passées au crible. Les états de surface, les bavures, les emboutissages, et les cotes importantes sont soigneusement vérifiés. Une fois que l'outillage fonctionne en mode normal de production pour la première fois, nous dressons généralement une fiche de contrôle qui est jointe aux échantillons initiaux de pièces envoyés au client. Celui-ci pourra alors enfin valider l'outil si le dimensionnel de la pièce lui convient.
Notre service d'emboutissage